
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






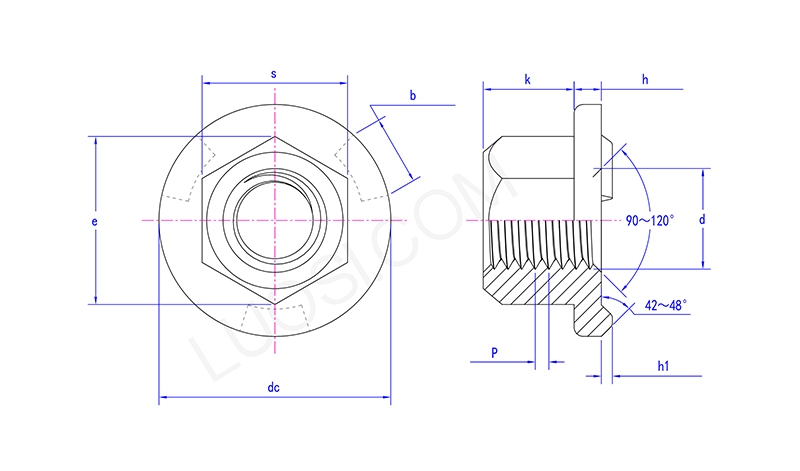
फ्लँजसह उच्च शक्ती वेल्ड हेक्सागोन नट
फ्लँजसह उच्च ताकदीच्या वेल्ड षटकोनी नटचा मुख्य फायदा म्हणजे उच्च पुल-आउट ताकद, कंपन प्रतिरोध आणि असेंबली दरम्यान संरेखन सुलभतेचे संयोजन. Xiaoguo® स्पर्धात्मक किंमत आणि कार्यक्षम आंतरराष्ट्रीय शिपिंग सेवा प्रदान करते. आम्ही विनामूल्य नमुने देऊ शकतो.
मॉडेल:Q 366-2012
चौकशी पाठवा
उत्पादन वर्णन
कार्बन स्टील हाय स्ट्रेंथ वेल्ड हेक्सागोन नट फ्लँजसह सामान्यत: 5, 8, किंवा 10 (ASTM A563 मधून) किंवा तत्सम ISO गुणधर्म वर्ग-जसे 8, 10, 12 या ग्रेडमध्ये फिट होतात. यामुळे त्यांच्याकडे विशिष्ट यांत्रिक गुणधर्म असल्याची खात्री होते. स्टेनलेस स्टील सामान्यत: ASTM A194/A194M किंवा ASME मानके पूर्ण करतात, जे त्यांच्या रासायनिक मेकअपला कव्हर करतात आणि ते गंजांना किती चांगले प्रतिकार करतात, या नटांसाठी महत्त्वाची सामग्री.
| सोम | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 कमाल | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 मि | 0.9 | 1.1 | 1.1 | 1.1 |
| dc कमाल | 22.5 | 26.5 | 30.5 | 33.5 |
| dc मि | 21.5 | 25.5 | 29.5 | 32.5 |
| e मि | 13.6 | 16.9 | 19.4 | 22.4 |
| h कमाल | 2.75 | 3.25 | 3.25 | 4.25 |
| तास मि | 2.25 | 2.75 | 2.75 | 3.75 |
| b कमाल | 6.1 | 7.1 | 8.1 | 8.1 |
| b मि | 5.9 | 6.9 | 7.9 | 7.9 |
| k मि | 9.64 | 12.57 | 14.57 | 16.16 |
| k कमाल | 10 | 13 | 15 | 17 |
| s कमाल | 13 | 16 | 18 | 21 |
| s मि | 12.73 | 15.73 | 17.73 | 20.67 |
सावधगिरी:
फ्लँजसह उच्च शक्तीचे वेल्ड हेक्सागोन नट योग्यरित्या घालणे म्हणजे योग्य वेल्डिंग पायऱ्या वापरणे. नट योग्य ठिकाणी सेट करणे आणि वर्कपीसच्या पृष्ठभागावर घट्ट धरून ठेवणे आवश्यक आहे - प्रथम पृष्ठभाग स्वच्छ आणि तयार असल्याची खात्री करा. प्रोजेक्शन वेल्डिंगसाठी, तुम्हाला योग्य प्रवाह, वेळ आणि दाब वापरणे आवश्यक आहे. आर्क वेल्डिंगसाठी, हे योग्य तंत्राबद्दल आहे. कोणत्याही प्रकारे, हा अधिकार मिळवणे महत्वाचे आहे. तुम्हाला वेल्डची गरज आहे जी संपूर्णपणे जाते, परंतु नटच्या धाग्यांमध्ये गोंधळ न करता. अशाप्रकारे तुम्ही सांधे टिकून राहतील याची खात्री करता.
स्थापना सूचना:
बाहेरील कडा सह उच्च शक्ती वेल्ड षटकोनी नट प्रक्षेपण करण्यासाठी, आपण सहसा एक विशेष प्रतिकार वेल्डर आवश्यक आहे. त्यात योग्य इलेक्ट्रोड प्रेशर, वर्तमान आणि वेळ सेटिंग्ज असणे आवश्यक आहे जे नटच्या आकार आणि सामग्रीसाठी कार्य करते. तुमच्या विशिष्ट नटांना बसणाऱ्या सुचवलेल्या सेटिंग्जसाठी निर्मात्याची माहिती पत्रक तपासा.
हॉट टॅग्ज: फ्लँज, चीन, उत्पादक, पुरवठादार, कारखाना सह उच्च शक्ती वेल्ड हेक्सागोन नट
संबंधित श्रेणी
षटकोनी नट
स्क्वेअर नट
षटकोनी बाहेरील कडा नट
लॉक नट
कॅप नट
षटकोनी स्लॉटेड नट
नट हाताने स्क्रू करा
गोल नट
हब्स नट्स
टी-नट
रीड नट
इतर नट
चौकशी पाठवा
कृपया खालील फॉर्ममध्ये तुमची चौकशी करण्यास मोकळ्या मनाने द्या. आम्ही तुम्हाला २४ तासांत उत्तर देऊ.








