
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


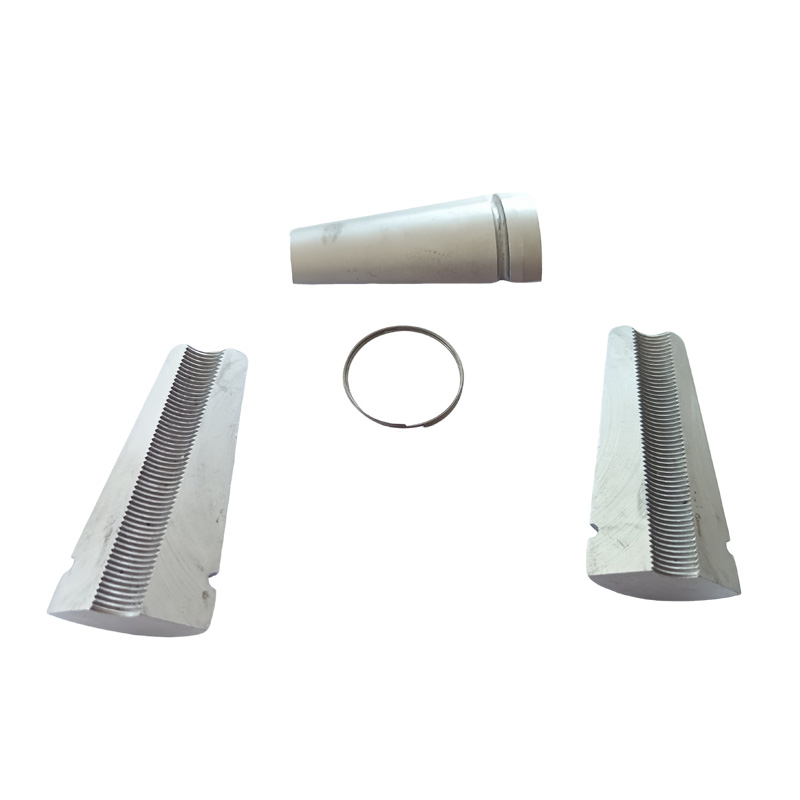
कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेस
Xiaoguo® कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेसच्या पृष्ठभागाच्या दात नमुना सानुकूलित करण्यास अनुमती देते. 12.7 - 17.8 मिमी स्टील केबल्समध्ये एकसमान दात नमुने तयार करण्यासाठी तुमच्या आवश्यकतेनुसार अचूकपणे प्रक्रिया केली जाते. टेंशन फोर्स 2000MPa पर्यंत पोहोचल्यावरही ते घसरणार नाही. तुम्हाला असे उत्पादन हवे आहे का?
चौकशी पाठवा
उत्पादन वर्णन
साहित्य
कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेस मटेरियलची निवड थेट त्याच्या अंतिम कार्यक्षमतेवर परिणाम करते, विशेषत: पृष्ठभागावरील पोशाख प्रतिरोध आणि कोर टफनेस यांच्यातील समतोल.
सामान्य सामग्री प्रणाली:
(1)20CrMnTi (प्राधान्य)
कमी-कार्बन मिश्रधातूचे स्टील म्हणून, उच्च-शक्तीच्या प्रीस्ट्रेस्ड वेजेसच्या निर्मितीसाठी हे पसंतीचे साहित्य आहे. कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेसमध्ये चांगली कडकपणा राखून, कार्ब्युरायझिंग किंवा कार्बन-नायट्रोजन सह-कार्ब्युरायझिंग प्रक्रियेद्वारे अत्यंत उच्च कडकपणा आणि पृष्ठभागावर प्रतिरोधकपणा प्राप्त करण्याची क्षमता हा त्याचा मुख्य फायदा आहे.
(2)40Cr / 45# स्टील
ही दोन सामग्री कार्यप्रदर्शन आणि किंमत यांच्यातील समतोल राखते आणि मध्यम शक्ती आवश्यकता असलेल्या परिस्थितींसाठी योग्य आहे.
(३) इतर साहित्य
अमेरिकन मानक प्रणालीमध्ये, AISI C12L14, C11L17, 40Cr आणि C45 सारखी सामग्री देखील वापरली जाते.

क्राफ्ट आवश्यकता
कोल्ड फोर्जिंग ही कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेसची मुख्य उत्पादन प्रक्रिया आहे, जी केवळ उच्च सुस्पष्टता सुनिश्चित करू शकत नाही तर उत्पादन कार्यक्षमता आणि सामग्रीचा वापर लक्षणीयरीत्या वाढवू शकते.
【1】मुख्य उत्पादन प्रक्रिया
(1) कोल्ड हेडिंग / कोल्ड एक्सट्रूजन: मुख्य प्रक्रियेमध्ये कोल्ड हेडिंग मशीन वापरणे किंवा खोलीच्या तपमानावर मेटल बिलेट बाहेर काढणे आणि आकार देणे समाविष्ट आहे.
(2)निर्मिती प्रक्रिया: उत्पादन प्रक्रियेमध्ये सामान्यतः "मटेरियल कटिंग → फ्लॅट पंचला आकार देणे → मल्टी-पोझिशन कोल्ड हेडिंग फॉर्मिंग" सारख्या चरणांचा समावेश होतो आणि कोल्ड फोर्ज्ड पोस्ट टेंशन वेजेस एक किंवा अनेक टप्प्यांचा मूळ आकार तयार करू शकतो.
(3)प्रक्रियेचा फायदा: कोल्ड फोर्जिंग प्रक्रियेमध्ये अत्यंत उच्च सामग्रीचा वापर दर असतो, सामान्यत: 85% पेक्षा जास्त पोहोचतो आणि प्रगत तंत्रे 99% पर्यंत पोहोचू शकतात.
【2】की प्रक्रिया अचूकता:
(1)पृष्ठभागाचा खडबडीतपणा: अँकर प्लेटच्या शंकूच्या छिद्रांसारख्या मुख्य वीण पृष्ठभागांच्या पृष्ठभागाचा खडबडीतपणा अत्यंत उच्च आहे. सामान्यतः, स्व-लॉकिंग कार्यप्रदर्शन सुनिश्चित करण्यासाठी, शंकूच्या छिद्रांसाठी Ra मूल्य 0.8 असते, तर इतर भागांसाठी ते 3.2 असते.
(2) परिमाण सहिष्णुता: अँकर प्लेटचा व्यास विचलन ±0.5mm च्या आत असावा आणि शंकूच्या कोनाची त्रुटी ±0.3° च्या आत असावी.

वारंवार विचारले जाणारे प्रश्न
(1) कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेसची सामग्री कमी-तापमानाच्या कडकपणासाठी (जसे की -40 डिग्री सेल्सिअस) आवश्यकता पूर्ण करते का?
उ: होय. आमची सामग्री -40°C कमी-तापमान प्रभाव चाचणी उत्तीर्ण झाली आहे, प्रभाव ऊर्जा ≥ 27J (GB/T 229 मानकानुसार).
(2) पारंपारिक हॉट फोर्जिंग किंवा मशीनिंगपेक्षा कोल्ड फोर्जिंगचे फायदे काय आहेत?
उ: कोल्ड फोर्जिंग (कोल्ड हेडिंग / कोल्ड एक्सट्रूजन) खोलीच्या तपमानावर तयार होते आणि त्याचे तीन मुख्य फायदे आहेत:
①उच्च सामग्री वापर दर
②उच्च मितीय अचूकता
③ पृष्ठभागाची चांगली गुणवत्ता
(3) कोणत्या प्रकारचे पृष्ठभाग उपचार स्वीकारले जातात?
मानक पृष्ठभाग उपचार फॉस्फेटिंग + ऑइल कोटिंग (मूलभूत अँटी-रस्ट) आहे.
उच्च-गंज वातावरणासाठी, डॅक्रोमेट किंवा झिंक-निकेल मिश्र धातु कोटिंगसारखे पर्याय निवडले जाऊ शकतात.
हॉट टॅग्ज: कोल्ड फोर्ज्ड पोस्ट टेन्शन वेजेस, चीन, निर्माता, पुरवठादार, कारखाना
संबंधित श्रेणी
हॉट डिप गॅल्वनाइज्ड बिलेट स्टील वायर
ऑप्टिकल केबल्ससाठी गॅल्वनाइज्ड स्टील वायर
स्टील स्ट्रँड
गोल वायर दोरी
विमान स्टील वायर दोरी
स्टेनलेस स्टील वायर दोरी
ग्रिपर वेज
अँकरेज ग्रिपर
चौकशी पाठवा
कृपया खालील फॉर्ममध्ये तुमची चौकशी करण्यास मोकळ्या मनाने द्या. आम्ही तुम्हाला २४ तासांत उत्तर देऊ.








