
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






वेळ बचत क्लिंचिंग नट
स्थापनेदरम्यान, क्लिंचिंग नटची वेळ वाचवल्याने सभोवतालची शीट मेटल विकृत होते, ज्यामुळे मजबूत यांत्रिक इंटरलॉक तयार होतो. Xiaoguo® बोल्ट, नट आणि स्क्रू बनवणारा एक विश्वासार्ह पुरवठादार आहे.
मॉडेल:QIB/IND CLA
चौकशी पाठवा
उत्पादन वर्णन
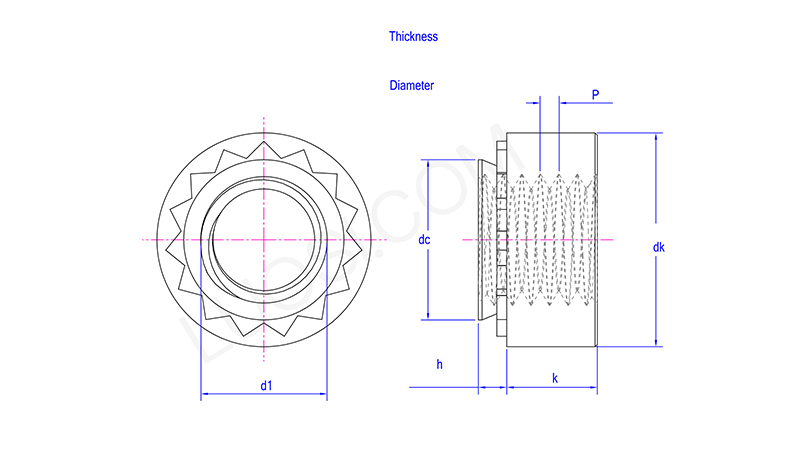
वेळेची बचत करण्यासाठी क्लिंचिंग नट योग्यरित्या स्थापित करण्यासाठी, तुम्हाला एक सुसंगत प्रेस आवश्यक आहे—हे हायड्रॉलिक, वायवीय किंवा सर्वो-इलेक्ट्रिक असू शकते—टोनेजवर चांगले नियंत्रण, तसेच योग्यरित्या तयार केलेली साधने (एक पंच आणि डाय सेट). पंच थेट नटवर ढकलतो आणि त्यास आधार देणाऱ्या डाई कॅव्हिटीवर सेट केलेल्या शीट मेटलमध्ये नेतो. चांगल्या प्रकारे डिझाईन केलेला डाय नटच्या क्लिंचिंग भागांमध्ये सामग्री नियंत्रित मार्गाने वाहू देतो. शक्ती स्थिर ठेवणे आणि सर्वकाही संरेखित करणे खरोखर महत्वाचे आहे. तुम्ही पुरेशी शक्ती वापरत नसल्यास, क्लिंच कमकुवत होईल. खूप जास्त वापरा आणि तुम्ही नट किंवा शीट खराब करू शकता. आणि तुम्हाला आधी काहीही प्री-थ्रेड करण्याची गरज नाही.
लागू परिस्थिती:
वेळेची बचत करणाऱ्या क्लिंचिंग नट्सचा वापर अशा उद्योगांमध्ये केला जातो ज्यांना शीट मेटल कार्यक्षमतेने एकत्र करणे आवश्यक आहे. तुम्हाला ते कारमध्ये सापडतील—बॉडी पॅनेल्स, ब्रॅकेट, चेसिस पार्ट्ससाठी. ते इलेक्ट्रॉनिक्समध्ये देखील आहेत, जसे की एन्क्लोजर, रॅक आणि हीट सिंक. एचव्हीएसी सिस्टीम डक्टिंग आणि युनिट्समध्ये देखील त्यांचा वापर करतात. उपकरणे, त्यांच्या फ्रेम्स आणि हाऊसिंग, दूरसंचार कॅबिनेट, फर्निचर आणि लाइटिंगसह - ते सर्व टाइम-सेव्हिंग क्लिंचिंग नट्स वापरतात.
शीट मेटल (आणि सिटिंग फ्लश) बाहेर चिकटून मजबूत, विश्वासार्ह थ्रेडेड स्टड आवश्यक असलेले कोणतेही काम क्लिंचिंग नट वेळेची बचत करून चांगले कार्य करते. हे त्या अवजड वेल्ड नट्स किंवा सैल फास्टनर्सची जागा घेते, ज्यामुळे डिझाइन आणि उत्पादन दोन्ही सोपे होते.
| सोम | २५६-० | २५६-१ | २५६-२ | ३४८-० | ३४८-१ | ३४८-२ | ४४०-० | ४४०-१ | ४४०-२ | ४४०-३ | ६३२-० |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #२ | #२ |
#२ |
#३ |
#३ |
#३ |
#४ |
#४ |
#४ |
#४ |
#६ |
| dc कमाल | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| माउंटिंग होलचा व्यास मि |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| माउंटिंग होलचा व्यास कमाल |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk मि | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk कमाल | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h कमाल | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h कोडर | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k कमाल | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k मि | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| माउंटिंग प्लेटची जाडी मि |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
अँटी-रस्ट उपचार:
या नटावर अनेकदा पृष्ठभागावर उपचार केले जातात जेणेकरुन त्यांना गंजाचा प्रतिकार करता येईल आणि चांगले दिसावे. सामान्यांमध्ये झिंक प्लेटिंग—क्लिअर, पिवळा किंवा काळा—झिंक-निकेल प्लेटिंग, जिओमेट® (एक नॉन-इलेक्ट्रोलाइटिक अकार्बनिक कोटिंग), आणि स्टेनलेस स्टीलसाठी पॅसिव्हेशन यांचा समावेश होतो. कोटिंग बंद न करता क्लिंचिंग प्रक्रियेच्या उच्च दाबाविरूद्ध टिकून राहणे आवश्यक आहे.
हॉट टॅग्ज: वेळ बचत क्लिंचिंग नट, चीन, निर्माता, पुरवठादार, कारखाना
संबंधित श्रेणी
षटकोनी नट
स्क्वेअर नट
षटकोनी बाहेरील कडा नट
लॉक नट
कॅप नट
षटकोनी स्लॉटेड नट
नट हाताने स्क्रू करा
गोल नट
हब्स नट्स
टी-नट
रीड नट
इतर नट
चौकशी पाठवा
कृपया खालील फॉर्ममध्ये तुमची चौकशी करण्यास मोकळ्या मनाने द्या. आम्ही तुम्हाला २४ तासांत उत्तर देऊ.








