
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




स्थिर टी स्टाईल वेल्ड नट्स लोड करा
लोड स्थिर T शैलीतील वेल्ड नट एकदा वेल्डेड केल्यावर इतर अनेक नट प्रकारांच्या तुलनेत कंपन आणि सैल होण्यास उत्कृष्ट प्रतिकार देतात. विश्वासार्ह उत्पादकांद्वारे समर्थित गुणवत्ता उत्पादन, Xiaoguo® मध्ये केंद्रस्थानी आहे, उत्पादने आंतरराष्ट्रीय मानकांची पूर्तता सुनिश्चित करतात.
मॉडेल:JIS B1196-3.2-1994
चौकशी पाठवा
उत्पादन वर्णन
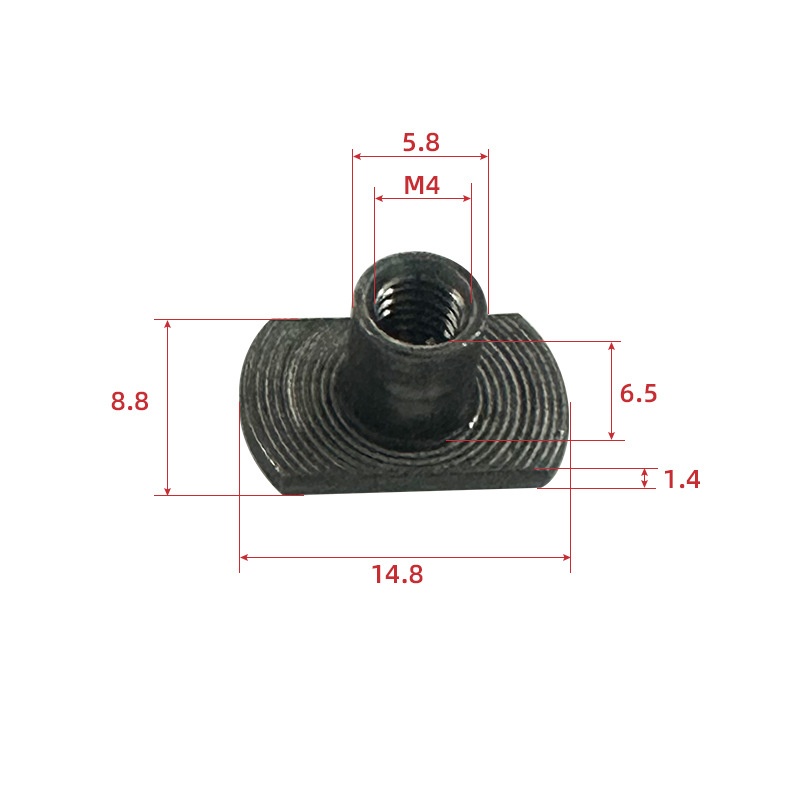
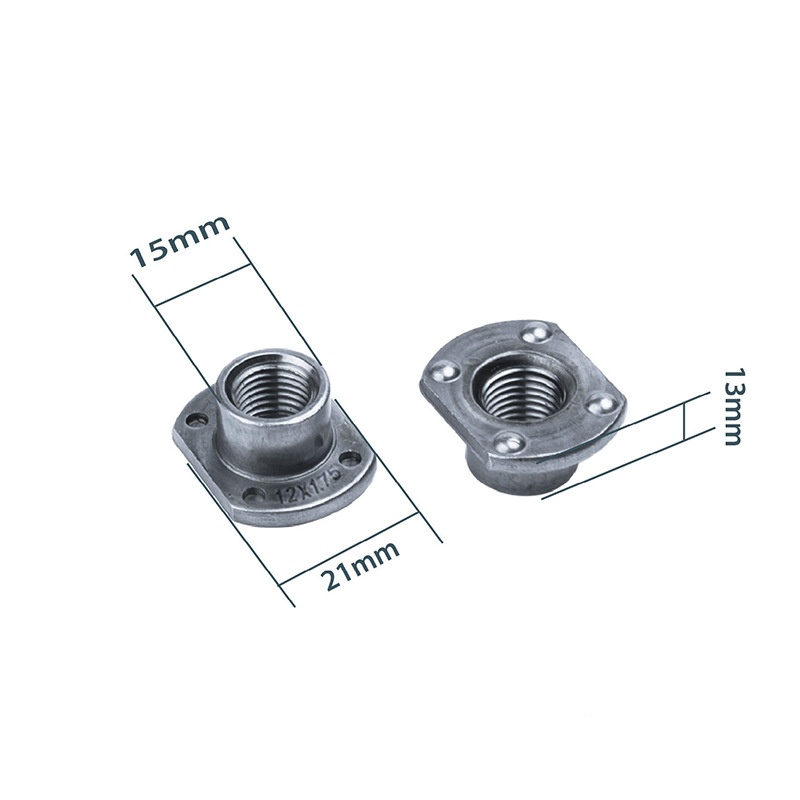
दोन्ही बाजूंना जाण्यासाठी आवश्यक असलेल्या बोल्टच्या विपरीत, स्थिर T शैलीतील वेल्ड नट्स लोड करण्यासाठी फक्त एका बाजूने प्रवेश आवश्यक असतो—वेल्डिंग आणि नंतर फास्टनर्स घालण्यासाठी दोन्ही. ते संलग्न भाग किंवा बॉक्स-आकाराच्या विभागांसाठी अतिशय उपयुक्त आहे.
तसेच, मोठा फ्लँज शीट मेटलच्या विरूद्ध सील करण्यास मदत करतो. जर तुम्ही वेल्डिंग करण्यापूर्वी फ्लँजच्या पृष्ठभागावर सीलेंट किंवा गॅस्केट ठेवल्यास, हे नट घट्ट फिटिंग, लीक-प्रूफ कनेक्शन तयार करण्यास मदत करतील.
| सोम | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| dk कमाल | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk मि | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s कमाल | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s मि | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds कमाल | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds मि | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k कमाल | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k मि | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h कमाल | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| तास मि | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 कमाल | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 मि | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 कमाल | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 मि | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
लागू परिस्थिती:
लोड स्थिर T शैलीतील वेल्ड नट्ससाठी सर्वात सामान्य आणि स्वस्त सामग्री कमी ते मध्यम कार्बन स्टील आहे—जसे AISI 1008, 1010, 1018. या प्रकारचे स्टील वेल्डिंगसाठी चांगले काम करते, चांगली ताकद असते, आकार देणे सोपे असते आणि त्याची किंमत जास्त नसते.
कार्बन स्टील लोड स्थिर T शैलीतील वेल्ड नट बहुतेक नियमित औद्योगिक वापरासाठी योग्य आहेत, मग ते आत किंवा थोडे गंज असलेल्या ठिकाणी-विशेषत: जर त्यांना संरक्षणात्मक कोटिंग असेल. त्यांच्या सामर्थ्याच्या गुणधर्माचा अर्थ ते वेल्ड ऑन केल्यावर कठीण फास्टनिंग जॉबसाठी आवश्यक कातरणे आणि खेचण्याची शक्ती हाताळू शकतात.

स्थापना सूचना:
लोड स्थिर T शैलीतील वेल्ड नट्समधून सर्वोत्तम ताकद मिळविण्यासाठी, तुम्हाला वेल्डिंग सेटिंग्ज नियंत्रित करणे आवश्यक आहे—वर्तमान, वेळ, दाब—अगदी नटच्या सामग्रीसाठी आणि जाडीसाठी निर्दिष्ट केल्याप्रमाणे.
पृष्ठभाग योग्यरित्या तयार करणे खरोखर महत्वाचे आहे: स्वच्छ, धातूवर तेल नाही. डिझाइन स्वतःच प्रोजेक्शनद्वारे वेल्डिंग करंटवर लक्ष केंद्रित करण्यात मदत करते, परंतु मशीन योग्यरित्या सेट करणे आणि ऑपरेटरला ते काय करत आहेत हे माहित असणे महत्त्वाचे आहे. अशा प्रकारे तुम्हाला प्रत्येक टी-स्टाईल नटवर सुसंगत, मजबूत वेल्ड्स मिळतात.
हॉट टॅग्ज: स्थिर टी स्टाईल वेल्ड नट्स, चीन, निर्माता, पुरवठादार, कारखाना लोड करा
संबंधित श्रेणी
षटकोनी नट
स्क्वेअर नट
षटकोनी बाहेरील कडा नट
लॉक नट
कॅप नट
षटकोनी स्लॉटेड नट
नट हाताने स्क्रू करा
गोल नट
हब्स नट्स
टी-नट
रीड नट
इतर नट
चौकशी पाठवा
कृपया खालील फॉर्ममध्ये तुमची चौकशी करण्यास मोकळ्या मनाने द्या. आम्ही तुम्हाला २४ तासांत उत्तर देऊ.








